Updated May 27, 2026
This guide helps importers, wholesalers, private label brands, retailers, and HoReCa buyers evaluate tri-ply stainless steel cookware before sourcing. It explains how SS304, aluminum, and SS430 layers affect heat distribution, induction compatibility, durability, product weight, and price positioning. It also outlines what buyers should confirm before requesting samples or moving into bulk production with OEM/ODM cookware support.
Key Takeaways
- True tri-ply cookware uses SS304 inside, an aluminum core, and magnetic SS430 outside for induction compatibility.
- Core thickness, bonding quality, rim design, and base flatness affect cooking performance, return risk, and target market fit.
- For many private label programs, common MOQ is around 500 pcs or 500 sets, depending on product and customization requirements.
- For tri-ply cookware sets, buyers should confirm sizes, lids, handles, finish, packaging, logo, and certification requirements before quotation.

B2B Sourcing Resources: Download printable templates for Tri-ply Cookware RFQ Checklist and Specifications Sheet Template from our open-source GitHub Sourcing Toolkit.
1. Introduction: Why Tri-Ply Matters for B2B Buyers
For cookware brands, importers, distributors, hotel procurement teams, and private label buyers, tri-ply stainless steel cookware is often chosen when a product line needs better heat distribution, induction compatibility, and a higher-end market position than basic single-layer stainless steel or impact-bonded cookware. The material choice affects not only cooking performance, but also product durability, after-sales risk, and brand reputation.
As a leading OEM/ODM manufacturer, we see three primary drivers behind this evolution:
Beyond the “Hot Spot”: Protecting Your Brand Reputation
Uneven heat distribution is one of the main reasons buyers compare tri-ply cookware with single-layer stainless steel or impact-bonded cookware. In a tri-ply structure, the aluminum core spreads heat across the base and sidewall, helping reduce hot spots during cooking. For B2B buyers, this can support a more stable user experience, fewer performance complaints, and a stronger position for mid-to-premium cookware lines.
Energy Efficiency and Product Durability
Energy efficiency and long service life are becoming stronger selling points, especially for hospitality buyers and premium retail programs. Tri-ply cookware can heat more evenly and retain heat better than thin single-layer cookware, helping end users cook with more stable temperature control while supporting a more durable product story.
The Definition of “True” Tri-ply
Not all “multi-layer” cookware is created equal. To ensure the highest quality for your inventory, it is essential to source True Tri-ply (Wall-to-Wall Cladding). Unlike encapsulated bases that only heat the bottom, true tri-ply structure extends from the base all the way to the rim, transforming the entire vessel into a uniform heating surface.
2. Anatomy of Tri-ply: What’s Inside Matters
For B2B buyers, tri-ply cookware value depends on material grade, layer bonding, thickness, and how each layer supports cooking performance and target market positioning.
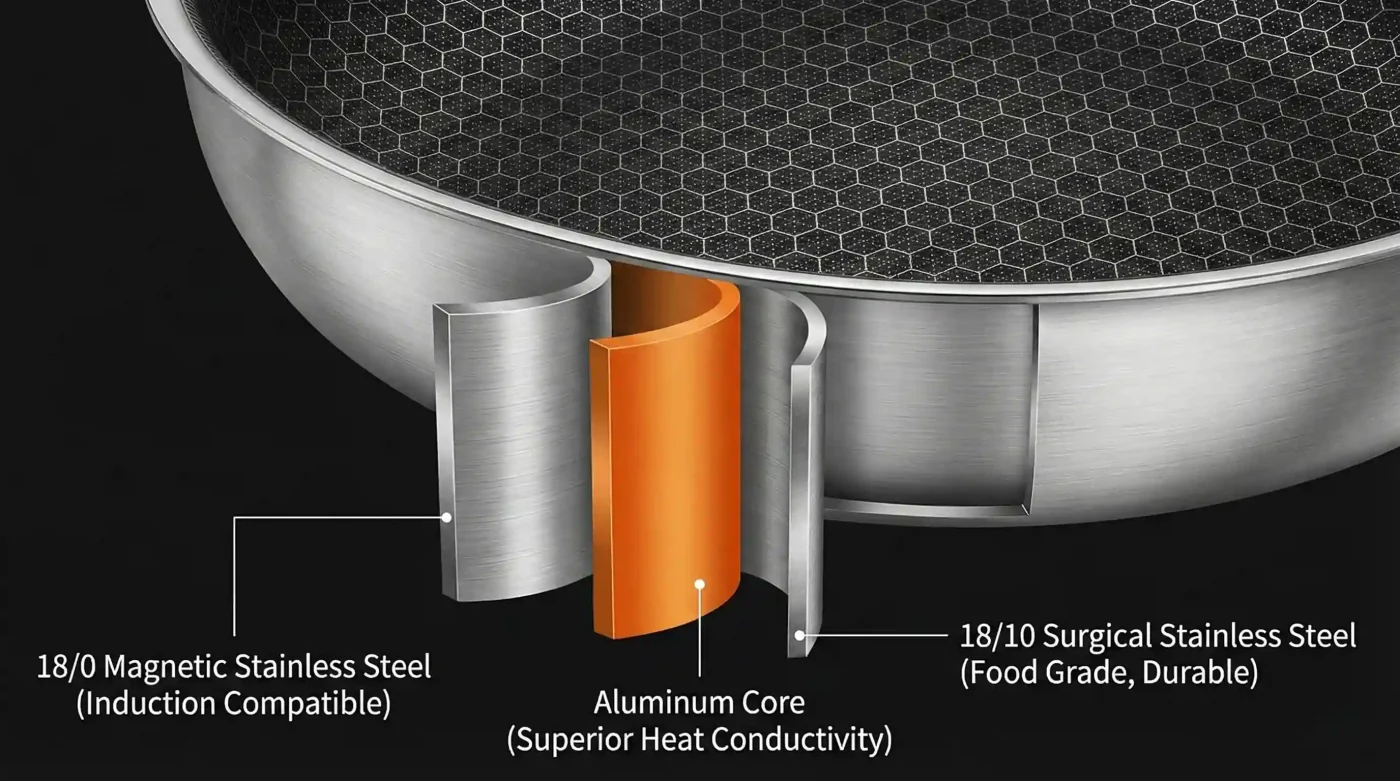
Layer 1 (Internal): SS 304 (18/10) - The Hygienic Shield
The food-contact surface uses 304 stainless steel, commonly specified as 18/10 for premium cookware programs. For buyers, this layer matters because it affects corrosion resistance, hygiene, cleaning, and perceived product quality in retail or HoReCa channels.
- Corrosion Resistance: Higher nickel content helps improve resistance to acidic ingredients and daily cleaning.
- Food-Contact Surface: A smooth 304 stainless steel interior supports easy cleaning without relying on chemical non-stick coating.
Layer 2 (The Core): Aluminum — The Thermal Engine
The aluminum core is the main heat-conducting layer in tri-ply cookware. Its role is to transfer heat across the base and up the sidewall more evenly than stainless steel alone. For most professional and retail cookware programs, an aluminum core around 1.5mm to 1.8mm can offer a practical balance between heat distribution, product weight, forming difficulty, and cost.
- < 1.2mm: The core may not provide enough thermal mass, increasing the risk of rapid temperature changes and uneven heating.
- > 2.5mm (in Clad): The product becomes heavier, harder to form, and more costly, especially for deep-drawn shapes.
Layer 3 (External): SS 430 (18/0) — The Induction Key
The exterior layer is crafted from 430 Grade Ferritic Stainless Steel (18/0).
304 stainless steel is non-magnetic. To make the cookware compatible with modern Induction Cooktops (IGBT technology), the outer layer must be ferromagnetic. 430 steel possesses a strong magnetic domain structure, ensuring high efficiency and rapid response times on commercial induction ranges.
- Durability and Hardness: 430 stainless steel is harder than 304, providing excellent resistance to scratching and abrasion from rough iron burner grates. It is also easier to polish to a mirror finish, maintaining the product’s showroom appeal even after heavy use.
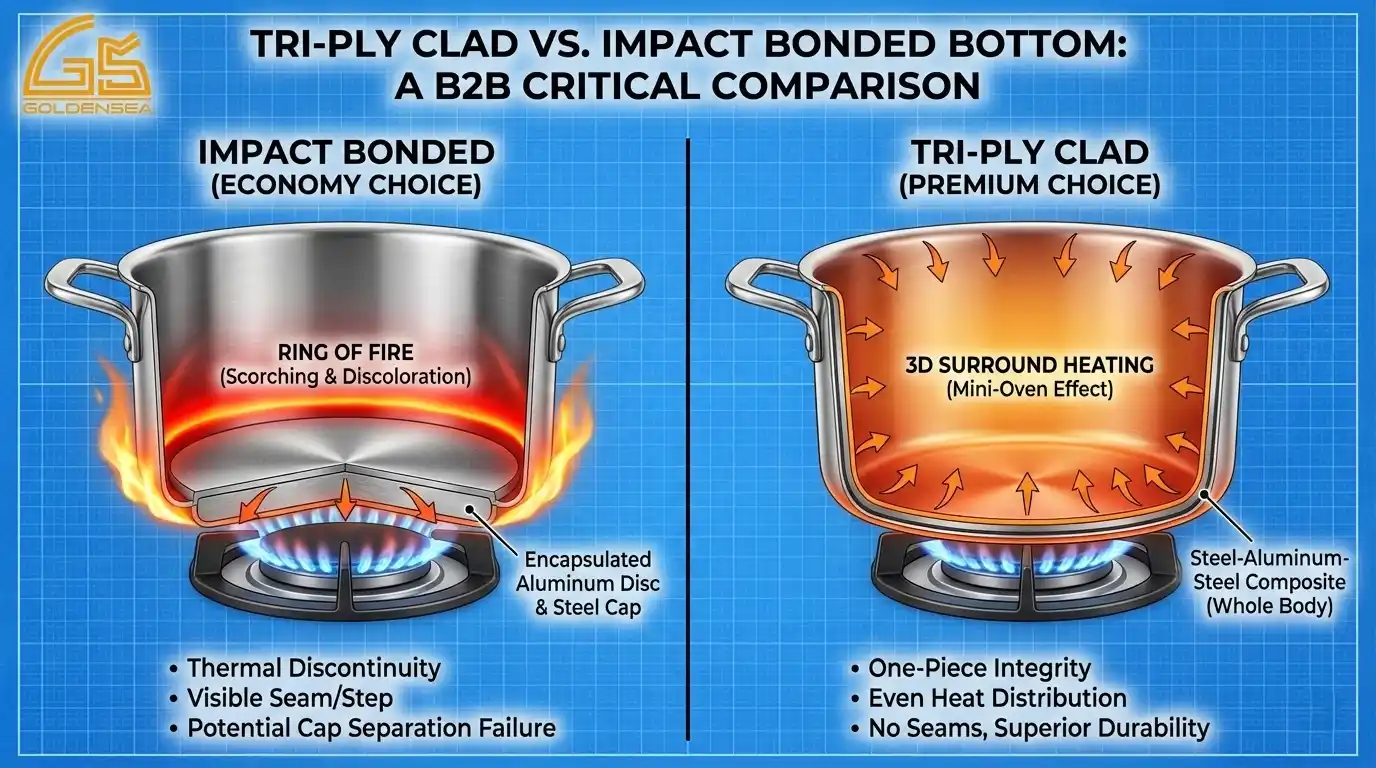
3. Tri-ply Clad vs. Impact Bonded Bottom: A Critical Comparison
For B2B buyers, the most significant distinction in the stainless steel cookware market is the difference between Tri-ply Clad (Whole Body) and Impact Bonded (Encapsulated Bottom) construction. These two methods represent vastly different manufacturing philosophies, price points, and performance tiers.
Quick Verdict for Buyers
Choose impact-bonded cookware for entry-level price points where bottom heating is acceptable. Choose full-body tri-ply clad cookware when the product line needs more even sidewall heating, stronger premium positioning, and lower separation risk than attached-disc designs.
Comparison Table: Market Positioning
| Feature | Impact Bonded Bottom (Economy) | Tri-ply Clad (Premium/Pro) |
| Heat Distribution | Bottom-heavy; heat stops at the sidewall. | Even heat from base to rim (3D Heating). |
| Cooking Experience | Good for boiling water/soup. Poor for searing/sauces. | Excellent for searing, braising, and sauces. |
| Response Time | Slower; thick disc takes time to saturate. | Instant; conductive core reacts immediately. |
| Visual Aesthetics | Visible seam/disc at the bottom; “step” profile. | Seamless, unibody, elegant construction. |
| Durability Risk | Risk of disc separation (thermal shock/impact). | Designed to reduce the risk of base separation because the body is formed from one bonded sheet. |
| Target Market | Entry-level / Supermarkets / Discount Retail. | Mid-to-High End / Specialty Stores / HoReCa. |
| Price Point | Low | Premium |
4. Manufacturing Challenges: Why Tri-ply is Hard to Make
True tri-ply cookware is harder to manufacture than impact-bonded cookware because the three metal layers must be bonded before forming. If surface preparation, rolling pressure, or material control is inconsistent, internal gaps may appear between layers. These defects are not always visible during appearance inspection, but they can affect long-term bonding stability.

Bonding Technology: The Metallurgical Bond
Tri-ply is not glued; it is fused through High-Pressure Roll Bonding. The steel and aluminum layers are prepared, heated, and rolled under controlled pressure so the layers bond into one composite sheet before cookware forming.
- The Challenge: Inconsistent surface preparation or rolling pressure can create weak bonding areas that are difficult to identify by visual inspection alone.
The “Peeling” Risk (Delamination)
Delamination happens when bonded layers separate during heating, washing, or repeated use. It may be caused by poor bonding, contamination, trapped moisture, or stress during forming.
- Buyer Implication: Bonding checks, sample testing, and clear quality requirements should be confirmed before bulk production, especially for premium private label or HoReCa cookware programs.
The Goldensea Solution: Ultrasonic & Thermal Testing
We mitigate this risk through controlled material selection, bonding checks, and sample-based quality testing for qualified OEM and ODM orders:
- Ultrasonic Flaw Detection: For premium programs, ultrasonic testing can be arranged to check raw composite sheets before forming. This helps detect non-visible internal gaps or discontinuities that may increase delamination risk.
Thermal Shock Testing: Sample-based thermal shock testing can be arranged to evaluate bonding stability under rapid temperature changes. This gives buyers a practical way to compare material integrity before confirming mass production.
5. Design Specifics for Tri-ply Cookware
As an ODM partner, Goldensea can adjust rim design, product mix, handle, lid, finish, logo, and packaging according to the buyer’s target channel and price tier.
Cut Edge vs. Sealed (Folded) Rim
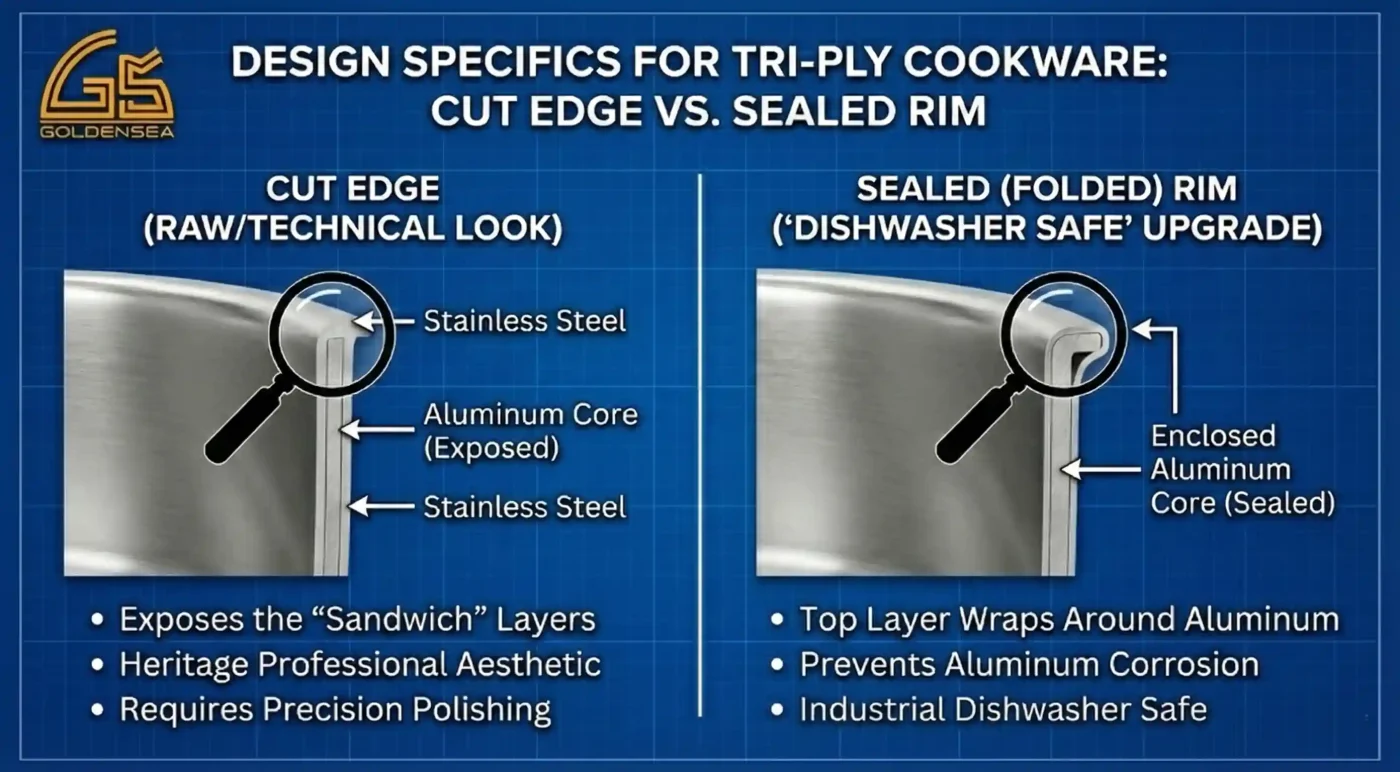
- Cut Edge: Exposes the layered structure and gives buyers a technical visual cue, but it requires precise deburring and polishing.
- Sealed/Folded Rim: Covers the aluminum edge to reduce corrosion risk in dishwasher use, making it a better option for hospitality and long-service cookware programs.
For cookware sets, buyers can combine frying pans, saucepans, casseroles, and steamers according to target channel, package size, and price tier.
6. How to Identify High-Quality Tri-ply
Empower your procurement team with these three simple tests to verify sample quality immediately. When sourcing from China, these checks separate the premium manufacturers from the low-cost commodity producers.
The Thickness Check
Use a digital caliper to measure the total wall thickness of the cookware.
- 2.0mm – 2.2mm: Standard Home Use. Offers good performance and lighter weight, suitable for mass-market retail.
- 2.5mm: Professional / Premium Grade. This is the industry gold standard for high-end brands. It feels substantial in the hand, resists warping under thermal shock, and holds heat longer.
- 3.0mm+: Ultra-Luxury. While durable, this is often too heavy for casual users and increases shipping costs significantly.
The Sound Test (Knuckle Test)
Hold the pan by the handle and wrap your knuckles firmly against the bottom of the pot.
- Bad Quality: A “tinny” sound, a high-pitched ring, or a vibration that lasts. This suggests a loose bond, internal gaps, or a core that is too thin to dampen the vibration.
- Better Quality Signal: A dull, solid sound usually indicates a denser, better-bonded structure, while a sharp ringing sound may suggest a thinner body or less stable bonding.
The Magnet Test
Carry a small magnet to inspection.
- Exterior Check: The magnet must stick strongly to the outside (430 steel). If it doesn’t, the pot will fail on induction stoves.
Interior Check: The magnet should not stick to the inside (304 steel). If it sticks to the inside, the manufacturer may be using cheaper 400-series steel or low-nickel 200-series steel for the food contact layer, which has inferior corrosion resistance.
7. Cost Analysis: What Affects the Price?
When comparing supplier quotes, buyers should check whether the difference comes from material grade, body thickness, aluminum core, forming difficulty, or polishing level. A very low quote may indicate thinner material, a cheaper stainless steel grade, or reduced quality control.
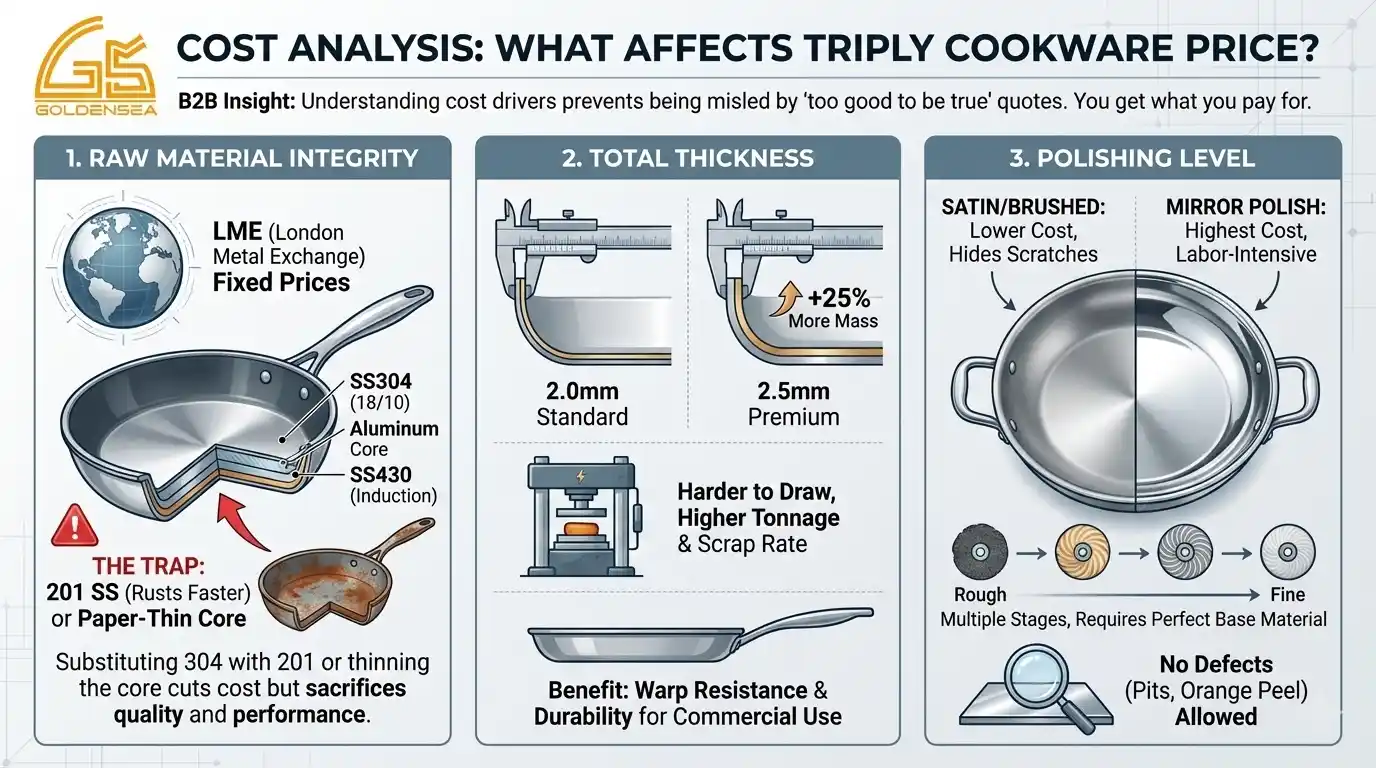
Raw Material Integrity
304 stainless steel, 430 stainless steel, and aluminum core thickness are major cost drivers. Substituting 304 with lower-grade stainless steel may reduce price but can increase corrosion and complaint risk.
Total Thickness
A 2.5mm body uses more material and is harder to form than a 2.0mm body, but it can improve perceived quality, heat retention, and warp resistance for premium programs.
Polishing Level
- Satin/Brushed: Lower cost and practical for hiding fingerprints or minor scratches.
- Mirror Polish: Higher labor cost and stricter surface requirements, suitable for premium retail positioning.
8. Triply Cookware Quality Verification: Sourcing Checklist
Premium triply cookware quality goes beyond the surface. Since critical factors like bonding integrity and core thickness are invisible, procurement managers need technical benchmarks to vet suppliers. Use this Goldensea-standard checklist to ensure your inventory meets professional grade.
| Sourcing Checkpoint | Why It Matters | Goldensea’s Standard (The Answer) |
| Bonding Report | Prevents delamination/peeling of layers under high heat. |
Ultrasonic flaw detection reports can be arranged for qualified orders to support bond integrity verification.
|
| Core Thickness | Determines heat distribution and prevents “hot spots.” |
Our premium Triply line features a 1.5mm – 2.0mm pure aluminum core (Alu 1050) for superior conductivity.
|
| Salt Spray Test | Ensures long-term corrosion resistance in commercial kitchens. |
Salt spray testing can be arranged to verify corrosion resistance requirements for the target market.
|
| Rim Design | Exposed aluminum edges can corrode in industrial dishwashers. |
We offer sealed or folded rims to reduce exposed-aluminum corrosion risk in dishwasher use.
|
| Base Flatness | Crucial for induction efficiency; prevents wobbling on glass tops. | We control base concavity within a defined tolerance range to support stable induction contact when heated. |
What to Send for a Quotation
For a tailored quote, send your target market, estimated quantity, cookware type, thickness, size range, lid, handle, finish, logo method, packaging style, and certification needs. Common MOQ is around 500 pcs or 500 sets depending on customization; regular OEM/ODM production is commonly around 60-70 days after deposit and artwork confirmation. Contact Goldensea to discuss your target cookware line.

Mei is a dedicated Sales Specialist at Goldensea with over 10 years of experience in the B2B kitchenware industry. Possessing deep technical knowledge of manufacturing and sourcing, she has successfully helped countless global clients navigate complex supply chain challenges and find the perfect culinary solutions.
Connect with Mei on LinkedIn or reach out for professional kitchenware advice.
Featured Products
-
 Tri-ply Stainless Steel Saucepan with Black Handle GS-01670-SP
Tri-ply Stainless Steel Saucepan with Black Handle GS-01670-SP
-
 Hammered Tri-ply Stainless Steel Casserole with Glass Lid GS-01655-CA
Hammered Tri-ply Stainless Steel Casserole with Glass Lid GS-01655-CA
-
 Tri-ply Titanium Frypan with Glass Lid GS-01702-FP
Tri-ply Titanium Frypan with Glass Lid GS-01702-FP
-
 Deep Tri-ply Stainless Steel Frying Pan GS-01658-FP
Deep Tri-ply Stainless Steel Frying Pan GS-01658-FP
-
 Hammered Tri-ply Stainless Steel Saucepan with Optional Steamer Tier GS-01657-SP
Hammered Tri-ply Stainless Steel Saucepan with Optional Steamer Tier GS-01657-SP
-
 Tri-ply Detachable Handle Cookware Set GS-01643-4PC
Tri-ply Detachable Handle Cookware Set GS-01643-4PC
-
 Tri-ply Stainless Steel Cookware Set GS-01642-7PC
Tri-ply Stainless Steel Cookware Set GS-01642-7PC
-
 Tri-ply Stainless Steel Steamer Pot and Insert Set GS-01643-ST
Tri-ply Stainless Steel Steamer Pot and Insert Set GS-01643-ST